网站分类
搜索
最新留言
文章归档
友情链接
保护气参数对激光焊接工艺的影响
01
前言
激光焊接技术因其高能量密度、低热输入及非接触特性,已成为现代精密制造的核心工艺之一。然而,焊接过程中熔池与大气接触导致的氧化、气孔及元素烧损等问题,严重制约焊缝的力学性能与服役寿命。保护气作为焊接环境控制的核心介质,其类型、流量及吹气方式的选择需与材料特性(如化学活性、热导率)及板厚深度耦合。
Laser & Electron Beam Processing
02
保护气类型
保护气的核心作用在于隔绝氧气、调控熔池行为及改善能量耦合效率。根据化学性质,保护气可分为惰性气体(氩气、氦气)与活性气体(氮气、二氧化碳)。惰性气体化学稳定性高,能有效避免熔池氧化,但其热物理性质差异显著影响焊接效果。例如,氩气(Ar)密度高(1.784 kg/m³),能形成稳定覆盖层,但其导热系数低(0.0177 W/m·K),导致熔池冷却缓慢、熔深较浅。相反,氦气(He)导热系数是氩气的8倍(0.1513 W/m·K),可加速熔池冷却并扩大熔深,但其密度低(0.1785 kg/m³)易逸散,需更高流量维持保护效果。活性气体如氮气(N₂)在某些场景中可通过固溶强化提升焊缝强度,但过量使用会引发气孔或脆性相析出。例如,焊接双相不锈钢时,氮气渗入熔池可能破坏铁素体/奥氏体相平衡,导致耐蚀性下降。
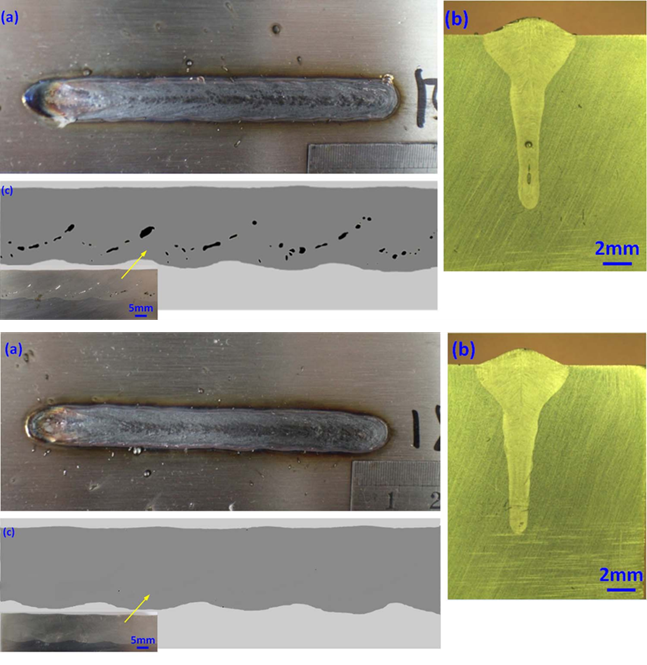
图1. 激光焊接304L不锈钢,(上)Ar保护;(下)N2保护
从过程机理看,氦气的高电离能(24.6 eV)可抑制等离子体屏蔽效应,增强激光能量吸收,从而提升熔深。而氩气的低电离能(15.8 eV)易产生等离子云,需通过离焦或脉冲调制降低干扰。此外,活性气体与熔池的化学反应(如氮气与钢中的Cr形成氮化物)可能改变焊缝成分,需结合材料特性谨慎选择。
材料应用实例:
•钢:薄板(6 mm)则需二八气(80%Ar+20%CO2)提升熔深。
•不锈钢:氩气保护可防止Cr元素流失,3 mm厚304不锈钢焊缝Cr含量达18.2%(接近母材18.5%);双相不锈钢需Ar-N₂混合气(N₂≤5%)平衡相比例。有研究表明8 mm厚2205双相不锈钢使用Ar-2%N₂混合气时,铁素体/奥氏体相比例稳定在48:52,抗拉强度达780 MPa,优于纯氩保护(720 MPa)。
•铝合金:薄板(5 mm):铝合金厚板需高能量输入,氦-氩混合气(He:Ar =3:1)可兼顾熔深与成本。例如,焊接8 mm厚5083板时,混合气保护下熔深达6.2 mm,较纯氩气提升35%,且焊接成本降低20%。
Laser & Electron Beam Processing
03
保护气流量的影响
保护气流量直接影响气体覆盖能力与熔池流体动力学。流量不足时,气体层无法完全隔绝空气,熔池边缘易氧化并产生气孔;流量过高则可能引发湍流,冲刷熔池表面导致焊缝凹陷或飞溅。根据流体力学雷诺数(Re=ρvD/μ),流量增加会提升气流速度,当Re>2300时层流转为湍流,破坏熔池稳定性。因此,临界流量的确定需通过实验或数值模拟(如CFD)分析。
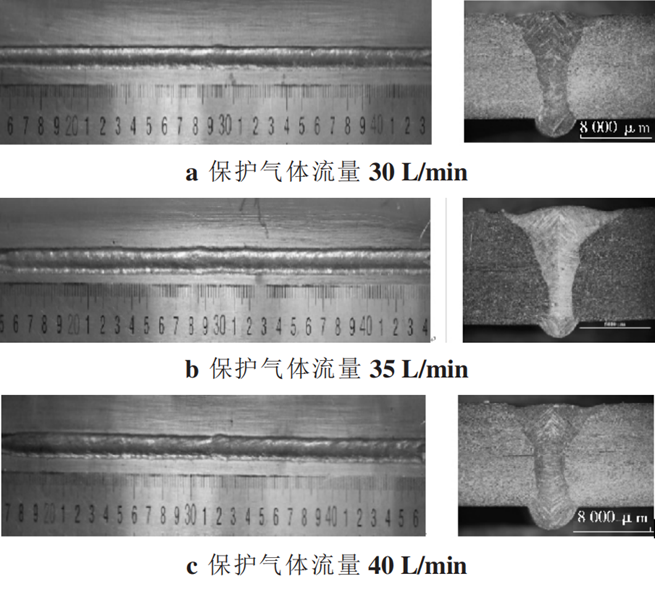
图2. 不同保护气流量对焊缝的影响
流量优化需结合材料热导率与板厚调整:
• 钢与不锈钢:低碳钢薄板(1-2 mm)流量宜为10-15 L/min,厚板(>6 mm)需增至18-22 L/min以抑制尾部氧化。例如,6 mm厚316L不锈钢流量20 L/min时,HAZ硬度均匀性提升30%。
• 铝合金:高导热性要求高流量延长保护时间,3 mm厚7075铝合金流量25-30 L/min时气孔率最低(0.3%),但超厚板(>10 mm)需配合复合吹气避免湍流。
Laser & Electron Beam Processing
04
保护气吹气方式的影响
吹气方式通过控制气流方向与分布,直接影响熔池流动模式与缺陷抑制效果。吹气方式通过改变熔池表面张力梯度与马兰戈尼效应(Marangoni flow)调控熔池流动。侧向吹气可诱导熔池向特定方向流动,减少气孔与夹渣;复合吹气则通过多向气流平衡能量分布,改善焊缝成形均匀性。
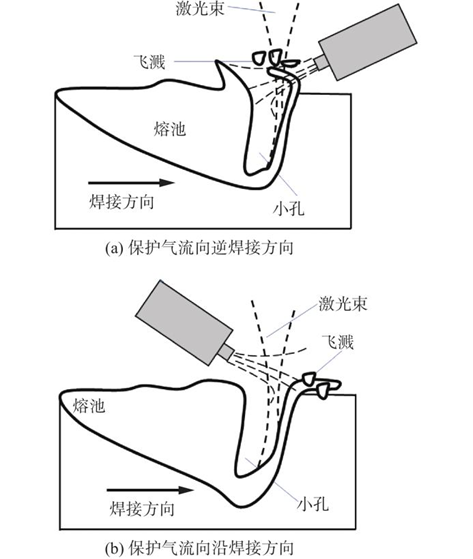
图3. 不同吹气方式对焊缝的影响
吹气主要方式包括:
• 同轴吹气:气流与激光束同轴输出,对称覆盖熔池,适合高速焊接。其优点是工艺稳定性高,但气流可能干扰激光聚焦。例如,汽车镀锌钢薄板(1.2 mm)采用同轴吹气时,焊接速度提升至40 mm/s,飞溅率
• 侧向吹气:气流从熔池侧方导入,可定向清除等离子体或底部杂质,适用于深熔焊。例如,12 mm厚Q345钢侧吹(角度30°)时熔深增加18%,底部气孔率从4%降至0.8%。
• 复合吹气:结合同轴与侧向吹气,可同步抑制氧化与等离子体干扰。例如,3 mm厚6061铝合金采用双喷嘴设计,气孔率从2.5%降至0.4%,抗拉强度达母材95%。
05
总结
保护气对焊接质量的影响本质源于其对能量传递、熔池热力学及化学反应的调控:
1.能量传递:氦气的高导热性加速熔池冷却,减少HAZ宽度;氩气的低导热性则延长熔池存在时间,利于薄板表面成形。
2.熔池稳定性:气流通过剪切力影响熔池流动,适当流量可抑制飞溅;过量流量则引发涡流,导致焊缝缺陷。
3.化学保护:惰性气体隔绝氧气,避免合金元素(如Cr、Al)氧化;活性气体(如N₂)通过固溶强化或化合物形成改变焊缝性能,但需精确控制浓度。
Laser & Electron Beam Processing
以上资料来源于网络,由《高能束加工技术及应用》公众号运行小组搜集整理。
往期推荐
1、
2、
3、
4、
5、
6、
10
征稿启事
长期征稿,欢迎大家踊跃来稿
转载&投稿通道:邮箱laser0923@163.com
投稿邮件标题统一命名为“投稿+文章标题”格式,文章以附件形式附上。