网站分类
搜索
最新留言
文章归档
友情链接
中南大学|透明材料的超快激光焊接:从原理到应用(2)
来自中南大学的研究人员在International Journal of Extreme Manufacturing国际期刊上发表文章Ultrafast laser welding of transparent materials: from principles to applications。
01
引言
玻璃、蓝宝石等透明材料具有优异的光学性能、高机械强度、化学稳定性和突出的电-热-机械特性,因此广泛应用于航空航天、微流控、传感器等领域。然而,在设备制造过程中,不可避免地需要设备的部件组装,需要解决同质或异质材料的连接。钎焊等方法在焊接强度、焊接面积和稳定性等方面都有一定局限性,且焊接过程复杂,需要大量工序。飞秒焊接在石英玻璃的焊接中得到了证明,焊接过程中不需要任何中间层即可实现热效应小、焊接强度高的效果。
Laser & Electron Beam Processing
02
透明材料的超快激光焊接新方法
根据透明材料超快激光焊接原理中的叙述,研究者发现重复频率、脉冲能量、焦点直径等激光参数对焊接性能的影响十分显著。需要对激光进行高空间和时间分辨率的分析,开发原位监测方法实时监测和分析焊接结果。常见的调制方法是通过对激光的时域整形形成双脉冲(图1(a))或通过空间整形将光束调制为贝塞尔光束或平顶光束(图1(b)),从而提高材料对激光能量的吸收,以降低热效应。激光的扫描速度和路径也对焊接性能有较大的影响。扫描速度确定了在同一光斑处沉积的脉冲能量。图1(c)通过优化圆形扫描路径来降低焊缝内的应力,采用双扫描或快速振荡扫描等技术进一步提高了焊接强度。将不同脉宽的激光结合进行焊接也是目前研究者正在研究的新方法,如图1(e)所示为fs/CW组合(CPL)激光,使用峰值功率低于100 W的连续激光辐照透明材料时,由于其低吸收特性,不会发生熔化或烧蚀。但同时使用飞秒激光辐照材料,会在材料内部产生一个具有瞬态激活电子和相应温度升高的区域,改善了对激光的吸收。图1(f)使用了焊膏填充玻璃与金属间的间隙,同时辅以CPL,利用金属对CW激光的线性吸收特性连接焊膏与金属基底,利用透明材料对超快激光的非线性吸收特性连接焊膏与玻璃。综上可知,新型的超快激光焊接方法,有望克服非光学接触异质材料激光焊接的挑战,并达到超过百MPa的焊接强度。
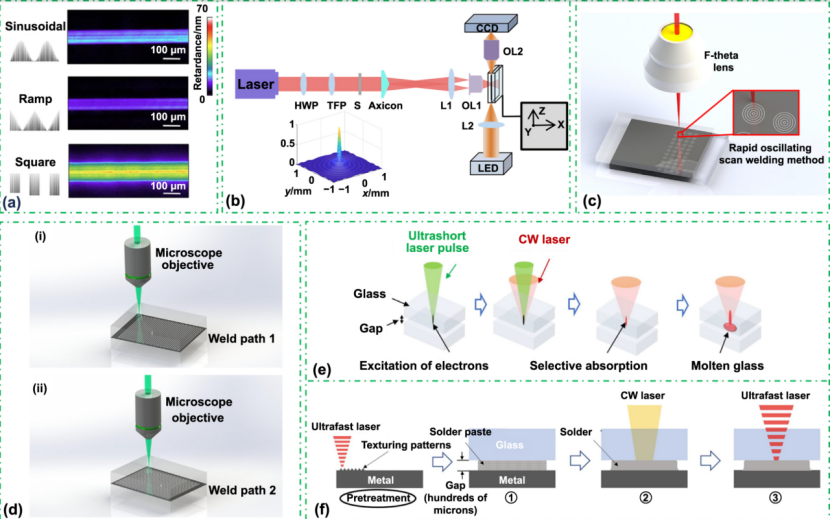
图1. 新型超快激光焊接方法。(a)采用时间能量调制皮秒激光焊接试样的应力分布,包括正弦模式、斜坡模式和方形模式。(b)贝塞尔飞秒激光焊接系统示意图。(c)快速振荡扫描示意图。(d)考虑不同的焊接几何策略进行超快速激光焊接。(e)飞秒-连续组合脉冲激光焊接方法示意图。(f)激光软钎焊与超快激光焊接相结合的激光复合焊接方法示意图。
Laser & Electron Beam Processing
03
超快激光焊接过程监测
焊接性能的表征通常使用特殊的夹具来拉伸焊接样品并测量焊接界面的剪切力,以计算焊接强度(图2(a))。虽然根据焊接强度可以对焊接过程进行评价,但无法有效得到对焊接质量的评价。因此,开发用于分析焊接质量的实现实时检测和调节的方法将是有价值的,可以增强现有的焊接质量评估方法,并进一步优化超快焊接性能。光学相干层析成像(OCT)通过由空洞引起的信号来直接确定焊缝的位置。图2(b)为OCT成像结果,OCT图像可以快速确定焊缝界面的平均位置以及熔融组织上方和下方界面的不均匀性,获得高精度的焊接界面结果。图2(c)显示了泵浦探测技术,通过控制空间路径延迟使时间分辨率下降到百飞秒量级,并通过数字信号控制器直接实现纳秒级的时间分辨率,可以对超快激光形成泪滴样结构的复杂瞬态过程进行细致分析,助于理解焊接过程中的瞬态电子激活、激光能量吸收和空洞等缺陷的产生。图2(d)为光电探测器记录等离子体发射强度并结合原位阴影成像的方法,提供了泪滴样结构变化的实时可视化,直接捕获等离子体发射图像。等离子体发射强度的快速衰减可以作为判断焊接缺陷存在的有效方法。
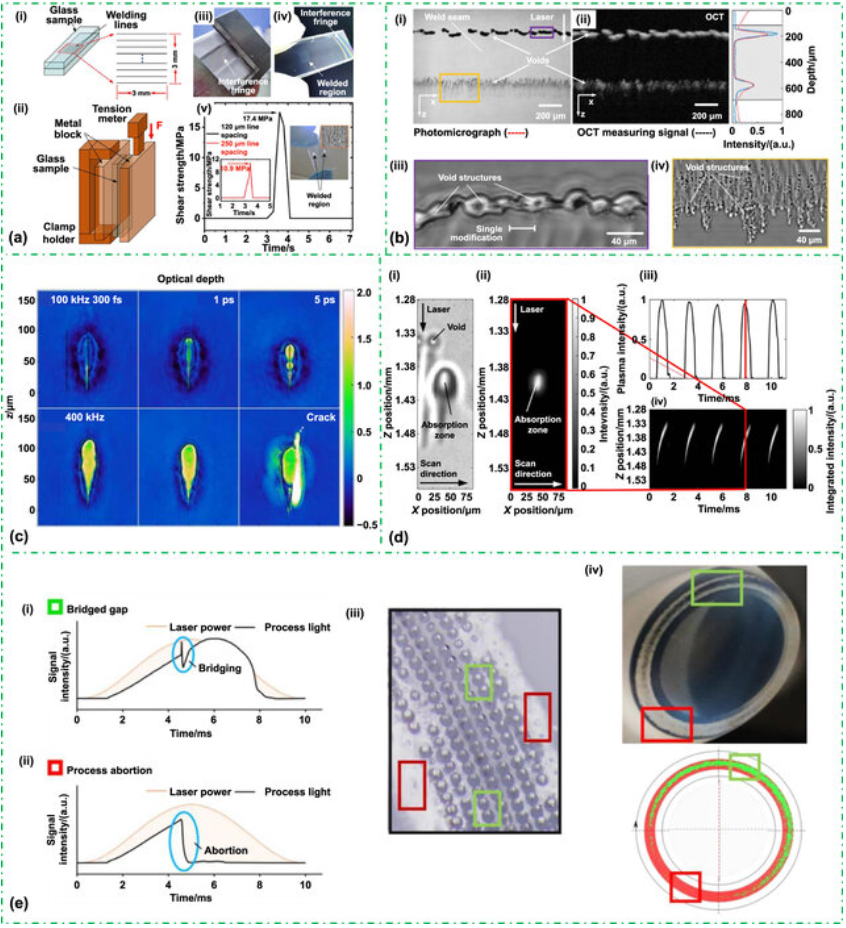
图2. 超快激光焊接的过程监测方法。(a)超快激光焊接性能的常规测试方法。(b)用于超快激光焊接位置传感的光学相干层析成像(OCT)。(c)泵浦-探测原位诊断方法。(d)超快激光透明焊接的高速成像。(e)焊接缺陷诊断应用案例。
Laser & Electron Beam Processing
04
总结
这部分介绍了超快激光焊接透明材料的新方法、焊接过程中实时检测以及焊接后质量检测方法。新型的超快激光焊接方法,如时间整形和空间整形有望克服非光学接触异质材料的困难,达到超过百MPa的焊接强度。同时,将焊接过程中的实时检测方法结合深度学习会进一步提高焊接的性能。
Laser & Electron Beam Processing
往期推荐
1、
2、
3、
4、
5、
6、
10
征稿启事
长期征稿,欢迎大家踊跃来稿
转载&投稿通道:邮箱laser0923@163.com
投稿邮件标题统一命名为“投稿+文章标题”格式,文章以附件形式附上。