网站分类
搜索
最新留言
文章归档
友情链接
激光与 3D 打印
激光 3D 打印技术,是一种利用激光来加热材料并使其熔化,然后再逐层堆积成实物的增材制造技术。由于激光可以产生很高的能量,其能量足以使难融的金属受热熔化,所以,激光 3D 打印技术可以用于难熔金属的 3D 打印,例如常见高温合金就可以用 3D 打印技术进行加工。激光 3D 打印技术还有一个优点就是可以打印结构复杂的零件,这是因为打印过程是一个逐层堆积材料的过程,零件的内部结构在加工过程中是暴露在外的,所以它可加工结构复杂的零件[4-5]。
3 激光3D打印的分类
目前较为常见的激光 3D 打印技术有选择性激光烧结(SLS)、选择性激光融化(SLM)、光固化(SLA)3D 打印技术等。
3.1 选择性激光烧结(SLS)
选择性激光烧结(SLS)使用激光束(通常是二氧化碳激光)选择性地烧结粉末状聚合物或聚合物基复合材料的薄层,形成具有宏观和微观特征的固体 3D 物体。SLS 在成形设计对象方面有几个优点,包括零件精度高,材料通用性强,并且在制造过程中不需要零件支撑,因为材料没有被激光束产生的热量融合在一起,为被烧结对象提供了很好的支撑。此外,SLS 还能够生成不规则形状的物体,包括含有沟道和悬垂特征的结构。在 SLS 过程中,粉末材料被激光束加热,从而克服粉末中单个颗粒的表面张力,选择性烧结的粉末融合在一起,固化薄层,然后逐层构建固体 3D 物体[6]。
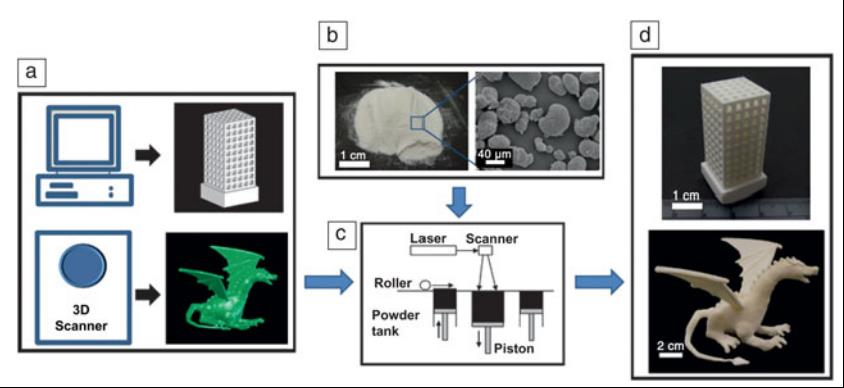
图 1. 选择性激光烧结(SLS)制备工艺[6]。
在粉末材料选择性烧结之前,将机器的整个零件床(包含被烧结粉末和烧结部分的区域)加热到刚好低于材料的熔化温度(或接近非晶聚合物的玻璃化转变温度),以尽量减少热变形并促进烧结层的融合。然后激光束根据切片数据的横截面轮廓扫描粉末表面的横截面,加热粉末并使颗粒融合在一起形成固体层。一层完成后,降低零件床,并将其中一个装满粉末原料的粉末罐抬起。然后用辊子铺上一层新的粉末,重复选择性烧结过程。未被激光束扫描的粉末留在原位,作为下一层粉末的支撑,然后在物体制造完成后被移除并回收[6]。
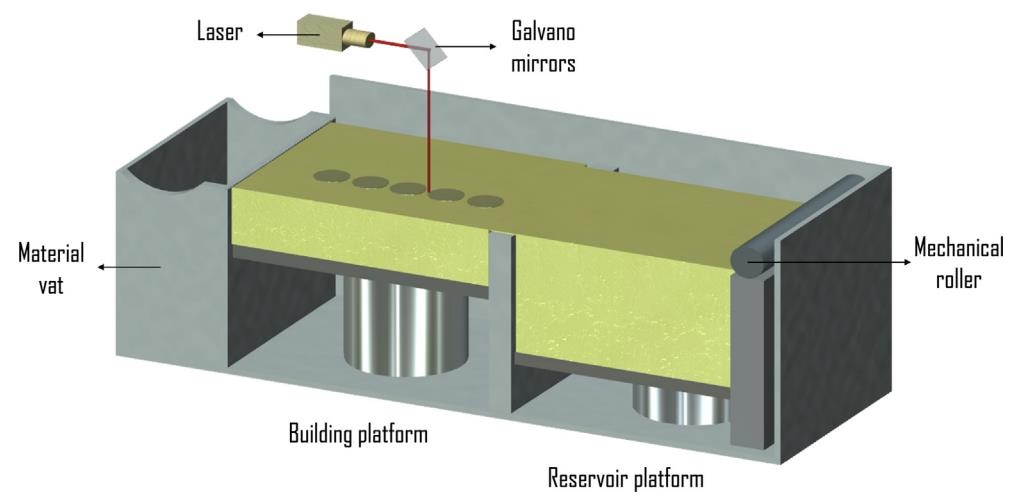
图 2. SLS 3D 打印机的图形说明和其主要组件[7]。
3.2 选择性激光融化(SLM)
选择性激光融化(SLM)也叫金属粉末的快速成型技术,是利用金属粉末在激光束的热作用下快速熔化、快速凝固的一种技术。为了完全熔化金属粉末,要求激光能量密度超过 106 W/cm2。目前用 SLM 技术的激光器主要有 Nd-YAG 激光器、CO2激光器、光纤激光器,这些激光器产生的激光波长分别为 1064 nm、10640 nm、1090 nm。金属粉末对1064 nm 等较短波长激光的吸收率比较高,而对 10640 nm 等较长波长激光的吸收率较低。因此在金属零件成型过程中,具有较短波长激光器的激光能量利用率高,但是采用较长波长的 CO2激光器,其激光能量利用率较低。SLM 技术是在高能激光作用下,金属粉末完全熔化,经散热凝固后与基体金属冶金焊合,然后逐层累积成型出三维实体。
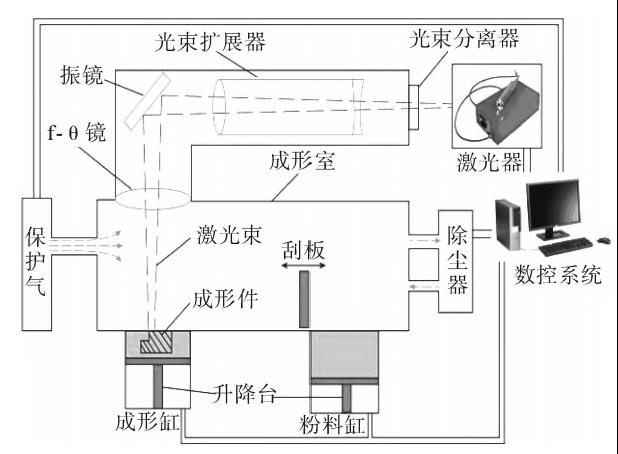
图 3.SLM 技术原理图[4]。
3.3 光固化(SLA)3D 打印
光固化(SLA)3D 打印是用紫外激光(355 nm或405 nm)为光源,用振镜系统来控制激光光斑扫描,光敏树脂在一定波长的紫外激光照射下,发生光聚合反应,液态树脂变为固态。
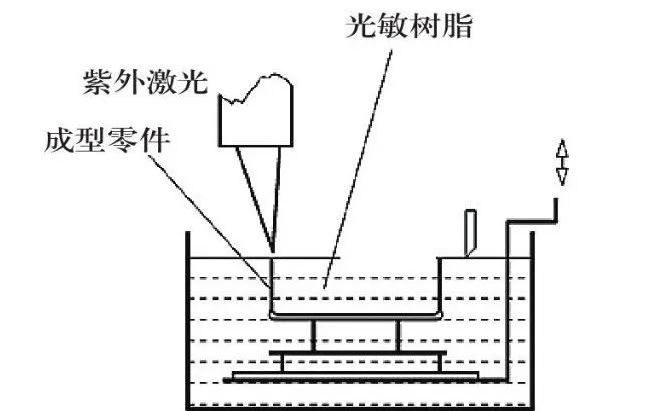
图 4.SLA 原理图[8]。
其成形过程:将待打印的三维模型以 STL 等格式导入到切片软件中,经过切片处理后,得到待打印件的一系列轮廓数据→计算机根据轮廓数据,控制振镜的偏转来控制紫外线按照轮廓形状进行移动,被照射到的光敏树脂迅速发生光聚合反应,形成固化层→固化完成后,Z 轴移动一个层厚的距离,刮刀刮平页面或料槽端下降一个角度,待树脂完全浸没已固化层后,继续照射下一个截面轮廓,新固化的轮廓面会固化在已固化层上;如此往复,直至打印完成[8]。
4 总结
随着激光 3D 打印技术的不断进步,其在制造业领域的应用也越来越广泛,尤其在致密度、精度、粗糙度、强度和结合度等关键指标方面,制备的零件已经达到甚至超过了传统加工手段制备的零件。未来,激光 3D 打印一定会有更大的技术突破和应用领域。
参考文献:
[1] H. Rong, R. Jones, A. Liu, O. Cohen, D. Hak, A. Fang etal., “A continuous-wave Raman silicon laser,” Nature 433(7027), 725–728 (2005).
[2] R.R. Gattass and E. Mazur, “Femtosecond laser micromachining in transparentmaterials,” Nature photonics 2(4), 219–225 (2008).
[3] GNANASEKARAN K, HEIJMANS T,BENNEKOM S V. et al.3D printing of CNT and graphene-based conductive polymer nano composites by fused deposition modeling [J]. Applied Materials Today,2017,9:21-28.
[4] 李瑞锋,李客,周伟召.激光金属 3D 打印技术的研究进展[J].粘接,2022,49(07):98-105.
[5]RANEY J R, COMPTON B G, MUELLER J. Rotational 3D printing of damage-tolerant composites with programmable mechanics [J].Proc Natl Acad Sci USA, 2018,115(6):1 198-1 203.
[6] Duan B, Wang M. Selective laser sintering and its application in biomedical engineering.MRS Bulletin. 2011;36(12):998-1005. doi:10.1557/mrs.2011.270.
[7] Atheer Awada, Fabrizio Finaa, et al. 3D printing: Principles and pharmaceutical applications of selective laser sintering. International Journal of Pharmaceutics 586(2020) 119594.
[8] 王永宽,刘芳,王军歌等.光固化 3D 打印技术在铸造领域的研究现状 [J]. 丝网印刷,2023(19):99-102.DOI:10.20084/j.cnki.1002-4867.2023.19.029.
END