网站分类
搜索
最新留言
文章归档
友情链接
振荡激光在铝和异种材料焊接中的应用
01
引言
铝合金和异种金属复合焊接在提升焊接接头综合性能方面具有显著优势,但其固有的物理化学性质差异常导致焊缝性能偏离设计预期。振荡激光焊接技术凭借其多参数协同调控能力,通过优化工艺参数可实现对熔池行为的精准控制,有效解决铝和异种金属焊接难题。该技术通过增强熔覆效率、促进材料均匀混合以及优化缺陷抑制机制,显著提升焊接质量。振荡光束的能量分配特性可灵活调节焊缝形貌,同步实现窄热影响区与均匀组织结构的协同控制。
Laser & Electron Beam Processing
02
铝和铜
铝和铜焊接接头具有耐腐蚀性、高电导率和轻质等特性,但它们在形成金属间化合物(IMC)方面存在挑战,在对于0.2mm铝和1.5mm铜的振荡激光焊接的研究中(激光功率为525w,焊接速度17mm/s,摆动频率600Hz,幅度0.3mm),发现通过优化工艺参数可以控制熔池行为和最小化金属间化合物的形成,振荡激光焊接工艺可以实现铝(用红色表示)和铜(用绿色表示)在熔池中有效的混合,并且有效的提高焊接强度(如图1)。
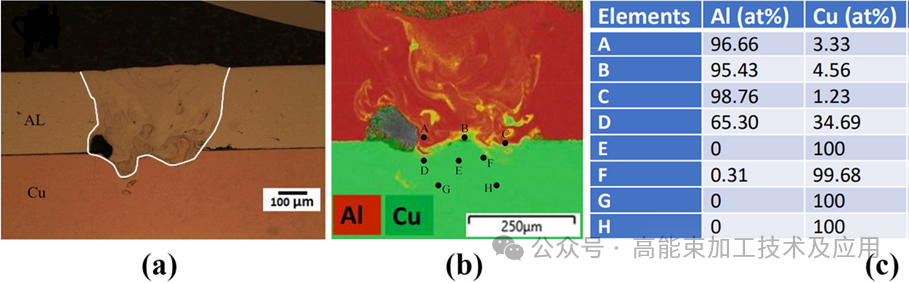
图1. 铝铜焊接接头;(a)焊接横截面,(b)扫描电子显微镜分析,(c)能谱分析。
Laser & Electron Beam Processing
03
铝和铝
在对于3mm厚的铝合金2A12-T4和6061-T6的对接连接的研究中(激光功率为3400w,焊接速度50mm/s,摆动频率范围为0-500Hz,幅度范围为0.4-1.6mm),研究中发现,铝合金2A12和6061母材中铜元素的有着不同百分比(分别约为4.9%和0.15%),实现超高强度的焊接接头需要在该熔池中均匀分布铜元素,在图2可以发现,在传统激光焊接中,铜主要向2A12铝合金附近移动,在振荡激光焊接工艺中,激光束的振荡和熔池的湍流有助于将铜元素从较高含铜量的2A12铝合金推向较低含量铜的6061铝合金,实现铜含量在熔池的均匀分布增强焊接强度。
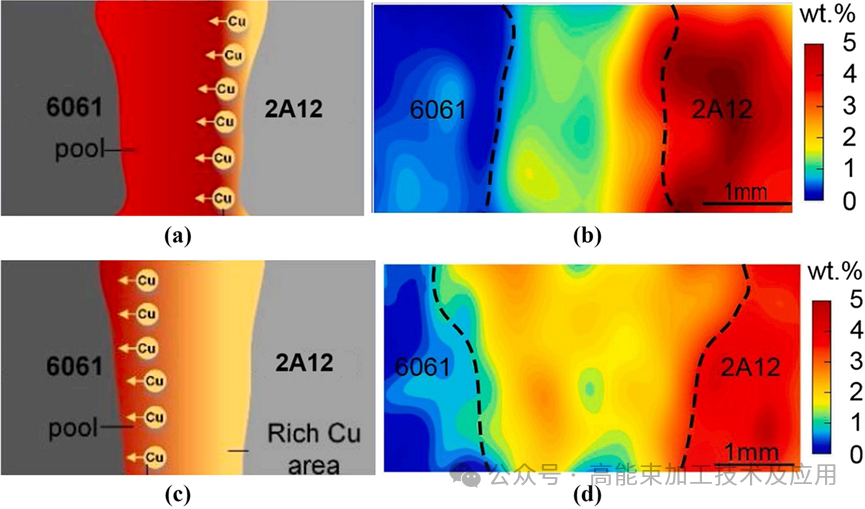
图2. 熔池中铜元素分布的示意图和图表:(a)传统激光焊接工艺产品焊缝示意图,(b)传统激光焊接工艺中铜元素分布图,(c)振荡激光焊接工艺示意图,(d)振荡激光焊接工艺中铜元素分布图。
Laser & Electron Beam Processing
04
铝和不锈钢
在对于不锈钢和6061铝合金的振荡激光焊接中,采用不同的摆动幅度的振荡激光焊接,根据实验结果,当摆动幅度增加时,Al/钢异种的焊接接头性能得到提高。根据熔池温度场的模拟发现,这是由于振荡激光束会分散激光能量,扩散的热能减少了界面元素的扩散和下层铝板的熔化,结果,IMC的形成受到抑制导致焊接接头的拉伸剪切性能得到改善。如图3所示。
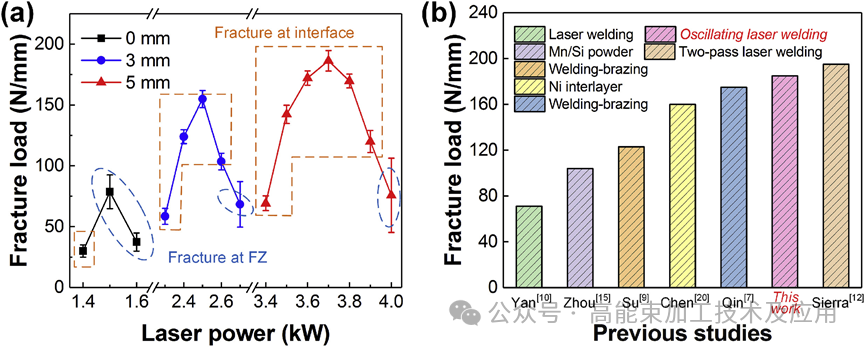
图3. 激光焊接6061Al/AISI304搭接接头的拉伸性能:(a)不同振荡幅度的拉伸载荷,(b)拉伸载荷比较。
Laser & Electron Beam Processing
05
总结
振荡激光焊接通过高频光束振荡和动态调控热输入,显著优化了铝及异种金属焊接质量:在铝-铜焊接中抑制脆性金属间化合物(IMC)生成;铝-铝异质接头通过激光振荡和熔池湍流实现铜元素均匀分布,焊缝强度得到了提高;铝-钢焊接则借助能量分散减少界面元素扩散,拉伸载荷的得到大幅度提升。该技术以精准的热输入控制、缺陷抑制及微观组织优化,成为新能源汽车电池、航空航天轻量化结构等高要求领域的关键工艺,兼顾高效性与可靠性。
Laser & Electron Beam Processing
以上资料来源于网络,由《高能束加工技术及应用》公众号运行小组搜集整理。
往期推荐
1、
2、
3、
4、
5、
6、
10
征稿启事
长期征稿,欢迎大家踊跃来稿
转载&投稿通道:邮箱laser0923@163.com
投稿邮件标题统一命名为“投稿+文章标题”格式,文章以附件形式附上。