网站分类
搜索
最新留言
文章归档
友情链接
「连接技术」Laser激光焊接
激光焊接技术作为一项激光加工技术,早在1964年就应用在薄小零件的焊接中。随着汽车工业的快速发展及人们需求的不断提高,为满足安全、环保和节能等要求,并实现焊接产品制造的自动化、柔性化与智能化发展,从20世纪80年代开始,激光焊接技术开始应用于汽车车身制造领域。据有关资料统计,欧美工业发达国家50%~70%的汽车零部件都是用激光加工完成的,其中主要以激光焊接和切割为主,激光焊接在汽车生产中已成为标准工艺。
工艺原理
激光的含义:LightAmplification by Stimulated Emission of Radiation(通过诱导放出实现光能增幅)。
LASER
L - Light 光线
A - Amplification by 放大
S - Stimulated 激励
E - Emission of 发光
R - Radiation 辐射
激光焊接的原理是由激光发生器发出的激光束,聚焦在焊丝表面上加热,使焊丝受热熔化,润湿车身上的钢板,填充钢板接头的间隙,形成焊缝最终实现良好的连接。焊接后形成铜焊丝与钢板之间的钎焊连接,铜焊丝与钢板分别为不同元素,其形成的焊接层,为两种不同元素高温后形成的融合。相较于传统的点焊,这种焊接方式焊接质量更好,速度更快,焊接部位强度更高。
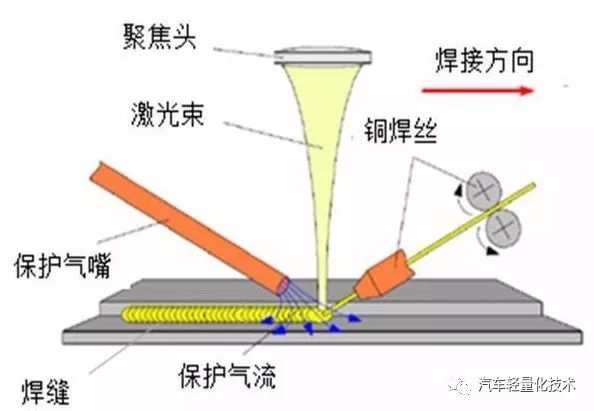
图1 激光焊接原理图
工艺优缺点
激光焊接的优点如下:
激光焊接的缺点如下:
激光焊接机器人系统组成
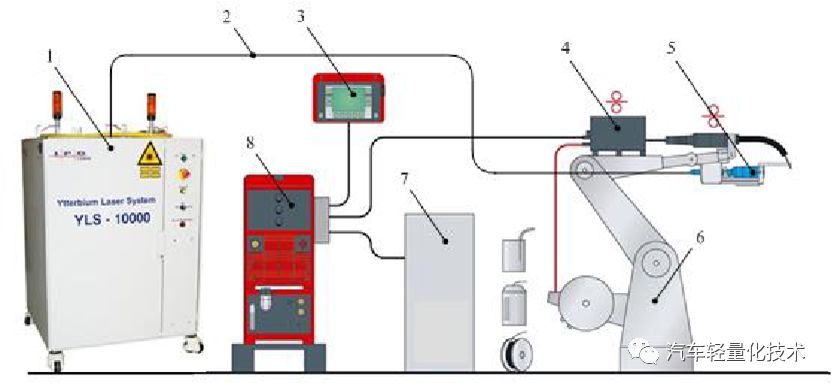
图2 激光焊接机器人系统组成
1 — 激光器;2 — 光导系统; 3 — 遥控盒;4 — 送丝机;
5 — 激光加工头; 6 — 操作机;7 — 机器人控制柜; 8 — 焊接电源
常用的激光加工头,装于六自由度(常说的六轴)机器人(上图中6)本体手臂末端,其运动轨迹和激光加工参数是由机器人数字控制系统(上图中7)提供指令进行。根据用途可以分为激光切割、激光焊接、激光熔覆激光加工头。常见的激光加工头见图3所示。

图3 常用的激光加工头
分类介绍
1 激光钎焊
(1)原理
激光钎焊是以激光作热源,利用熔点比母材低的材料作填充金属(称为钎料),经加热熔化后,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,实现连接的焊接方法,其原理如图4。
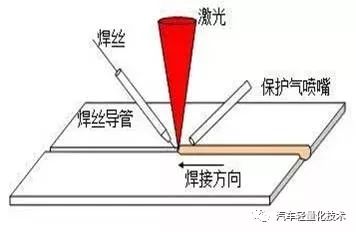
图4 激光钎焊原理图
(2)特点
激光钎焊工艺应用于焊接,不仅使产品更加美观,提高了密封性,而且显著提高了焊接区域的强度,提升了整车的安全性能。其母材连接方式均属于卷边对接,如图5所示。
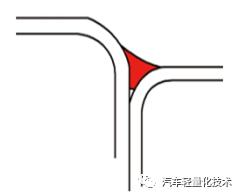
图5 激光钎焊搭接形式
(3)应用区域
激光钎焊为目前汽车车身焊接应用广泛的焊接工艺,其主要优势在于能生成光滑的表面,同时可避免熔化镀锌层。主要用于:侧围外板与顶盖外板结合处(如图6和图7,取消车顶橡胶密封条,美观且节省成本);行李箱盖外板上下段的接合(如图8)。

图6 顶盖激光钎焊外观
图7 激光钎焊外观对比

图8 奥迪Q5行李箱盖
2 激光熔化焊
(1)原理
激光熔化焊是以激光作热源,在两板角接处,各熔化两板件部分母材(同时熔化附近焊丝填充两板件角接处),使其形成液体金属,待其冷却后,形成可靠连接的一种焊接方法,其工艺原理如图9所示。
图9 激光熔化焊原理图
(2)特点
激光熔化焊具体可分为激光熔透焊、激光熔焊(不填丝)和激光熔化填丝焊等,多用于汽车前端、顶盖与地板、车门内板等处的焊接。母材连接方式均为搭接,如图10所示。
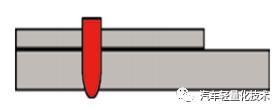
图10 激光熔化焊母材搭接形式
(3)应用区域
激光熔化焊主要应用在车顶、门盖上。图11所示为激光熔焊应用于汽车背门。
图11 激光熔焊用于背门焊接
3 激光飞行焊
(1)原理
激光飞行焊(Welding on-Fly)称为激光远程焊(remote laser welding)或激光机器人扫描焊接。其是在机器人的第六轴上安装一个高速扫描反射镜(常称“振镜”)扫描头,仅通过镜片摆动反射,实现激光轨迹运动,而无需机器人手臂跟随运动。激光远程焊接系统高度柔性化,效率比一般的激光焊接更高,一套系统可取代6~9套普通机器人点焊。激光头与工件距离超过500mm,可延长镜头保护玻璃的使用寿命。其工艺原理与熔焊相同,为板材搭接形式。图12为车门正在使用飞行焊。
图12 激光飞行焊用于车门焊接击
(2)特点
与传统的焊接相比,激光远程焊最大的优点在于能够提高生产效率,扫描头的快速镜片运动使得用于定位机器手的时间大大减少,进而大幅度缩短了制造时间,与电阻点焊平均0.5个焊点/s的速度相比,其焊接速度为3~4个焊点/s,使激光束得到了充分利用。通过大批量的生产测试,与传统的电阻点焊相比,激光远程焊的时间可以缩短80%。以大众汽车公司为例,该公司传统的电阻点焊工艺采用4台机器人、5把焊枪,焊点共34个,加上装卸时间,一共需要34.7 s;现在采用激光扫描焊接,完成同样的工作,即34个焊点,且焊点形状为C型(C型焊点较圆点型焊点强度更高),只需1台机器人,1个PFO,而时间缩短为13 s。
相对传统点焊来说,激光飞行焊可以自定义焊缝形式,优化了焊缝强度增加设计的灵活性,可以适用于任何焊缝形式,任何焊缝方向。图13为传统点焊与激光飞行焊的焊接方式对比。
图13 激光飞行焊的焊接方式
(3)应用区域
激光飞行焊目前主要用于汽车车门、侧围门洞止口等一些焊点密集(需求较高的焊接效率)且承载要求较低的部位。图14为福特野马的激光飞行焊区域示意图。
图14 福特野马车体内部 (a) 和车体外部(b)
以下为车门飞行焊视频: