网站分类
搜索
最新留言
文章归档
友情链接
【激光熔覆】定向能量沉积微观结构调控:动态光束整形

激光之研
探索激光技术的多元应用与前沿进展
上一篇文章谈到激光熔覆的微观结构调控,今天深入学习动态光束整形是如何调控微观结构的。涉及可变形反射镜、动态光束整形、功率密度等概念。
ps. 激光熔覆、定向能量沉积、直接能量沉积、直接金属沉积、激光金属沉积... 基本原理都一样,只是针对不同的应用场景表述不同。
01

应用背景
定向能量沉积(Directed Energy Deposition, DED),是基于激光的DED-L,是增材制造技术的一种。它与我们熟悉的粉末床熔融不同,DED-L通常使用喷嘴将金属粉末或金属丝材直接送入熔池中,激光头和喷嘴一起移动,逐层堆积形成零件。DED的优势如下:
DED存在的问题
①零件的最终性能(强度、韧性、疲劳寿命等)高度依赖于沉积过程中形成的微观结构(晶粒大小、形状、取向等)。
②微观结构又由沉积过程中的热循环决定,如加热、熔化、冷却、再加热。
③传统上,控制热循环主要通过调整激光功率、扫描速度、送粉/丝速率这几个参数。然而,这些参数的调整空间和对微观结构的调控能力是有限的,往往难以实现对特定区域微观结构的精细调控。
激光束的能量分布,即功率密度分布(Power Density Distribution, PDD),也就是我们常说的光斑形状,是影响熔池温度梯度、冷却速度和凝固行为的一个关键因素。通常,DED设备的光斑形状通常是固定的,如高斯或平顶分布。如果能在加工过程中动态地改变光斑形状,就有可能更灵活、更精确地控制局部热循环,从而实现微观结构的调控。
02
光束整形
概念:改变激光束在焦平面上的强度分布,使其不再是简单的圆形高斯或平顶分布。
静态整形
使用衍射光学元件(DOE)、特殊芯径光纤、自由曲面反射镜等,产生固定的、非传统的光斑形状,如环形、方形、线形等。
文献中也说明了静态整形是可以改善微观结构均匀性或获得特定结构。但缺点是形状固定,无法在加工中改变。
动态整形
允许在加工过程中实时改变激光能量分布。
03
实验装置与方法
激光与光路(Laser & Optics)
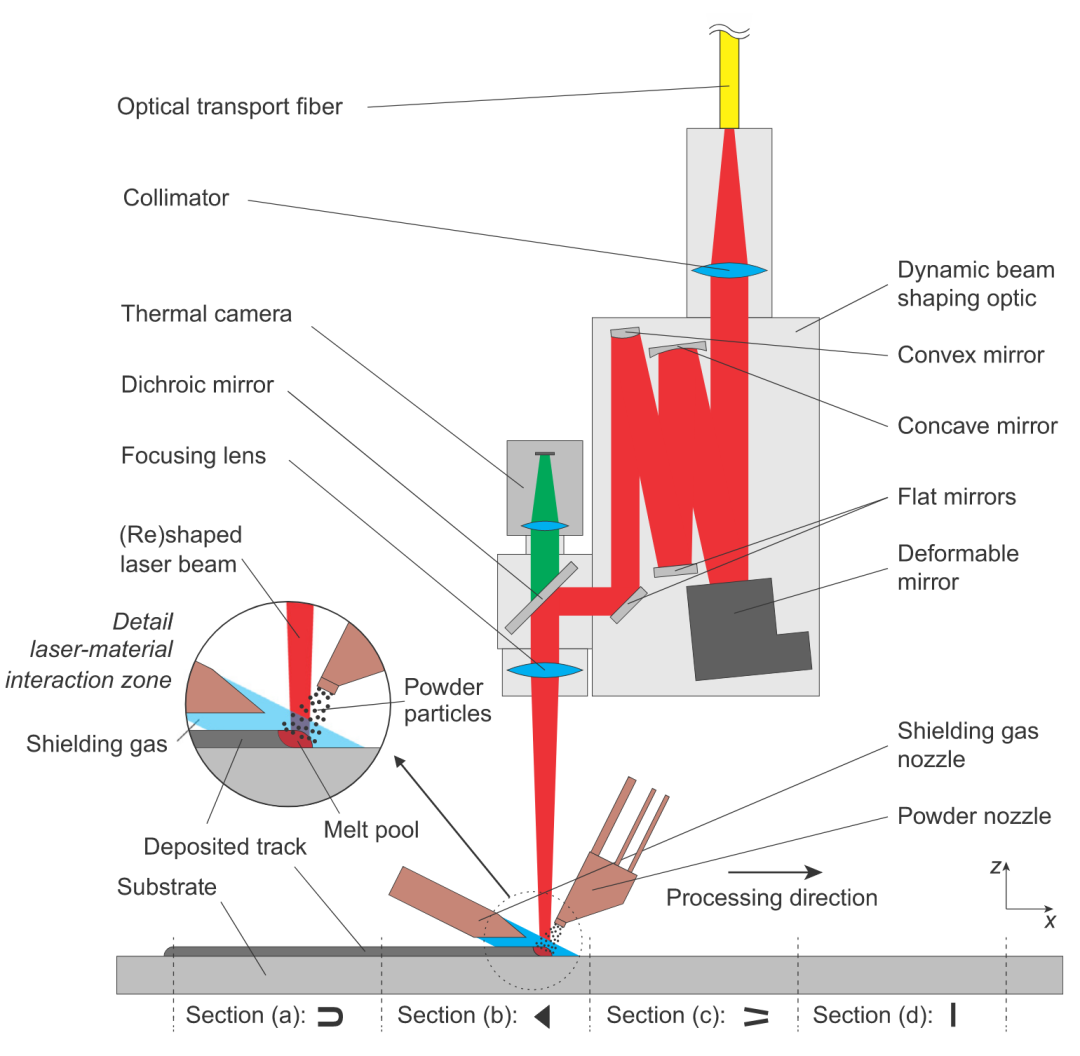
此系统位于准直镜和二向色镜之间。意味着它控制的是准直后的平行光束,通过改变平行光的波前,再经过聚焦镜聚焦后,在焦点处形成所需的PDD。该系统包含:
①压电式可变形反射镜(PDM30-37, Flexible Optical B.V.):这是实现动态整形的关键。通过施加电压控制其表面下的多个促动器,可以精确改变镜面形状,从而改变反射光的波前相位。
②伽利略缩束器:由凹面镜和凸面镜组成,用于调整光束尺寸以匹配DM和后续聚焦镜。
③两个平面反射镜,用于折转光路。
可变形反射镜(DM)特性:切换形状的时间约10ms,很快,可以在加工过程中动态改变。当DM不驱动时,即平面状态下,焦点处的光斑约为直径0.8mm的圆形平顶(Top-hat)分布。
*激光定向能量沉积 (DED-L) 装置示意图
材料与工艺参数(Materials & Process Parameters)
固定参数:激光功率P=600W,扫描速度v=5mm/s,送粉速率=7.0 g/min。
实验设计:制备了3道长220mm的单道熔覆层,每道熔覆层包含4个区段(a, b, c, d),每段长55mm,使用一种特定的能量密度。重复3次主要是为了验证结果的一致性。
光束形状
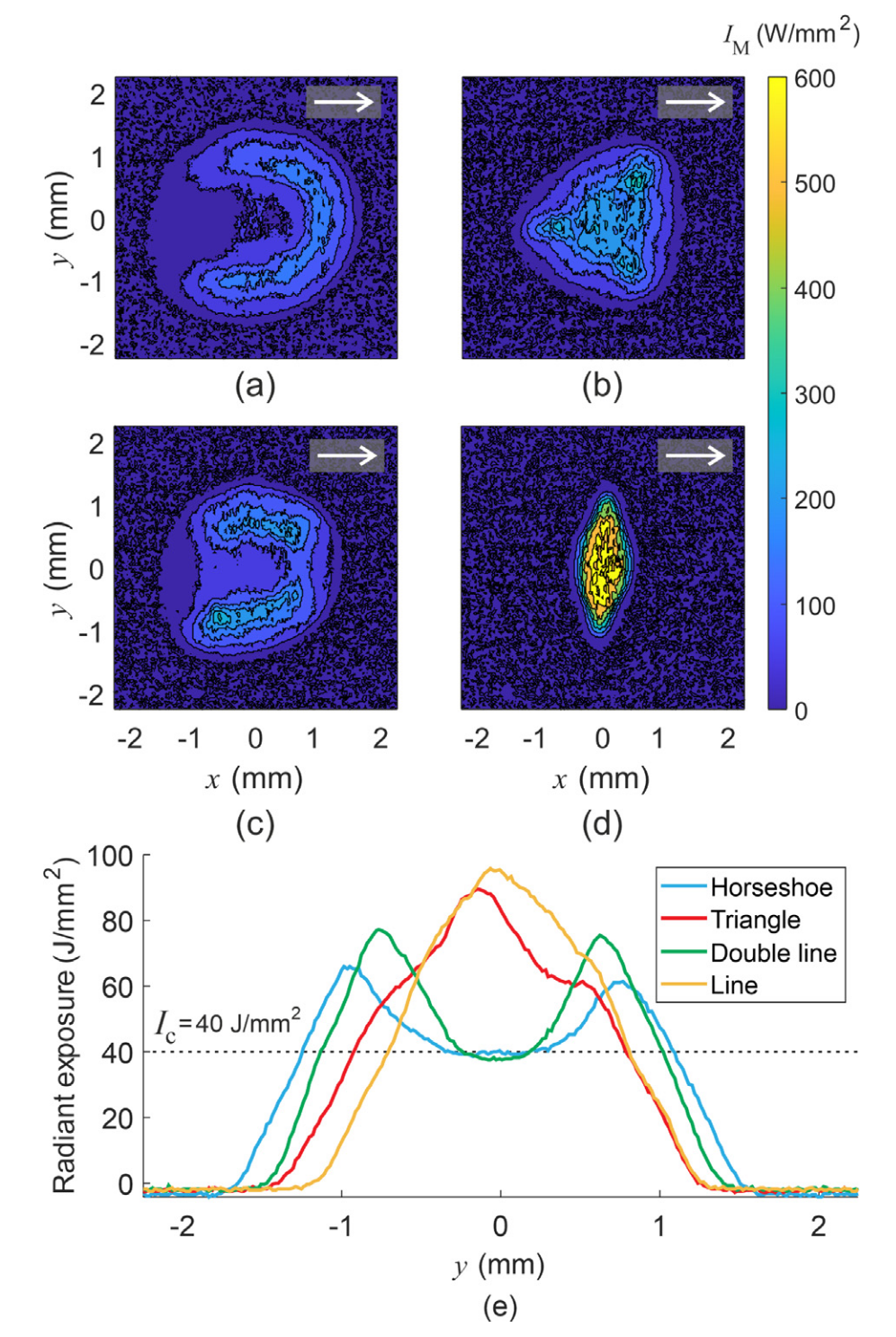
设计了4种形状,即马蹄形 (Horseshoe)、三角形 (Triangle)、双线形 (Double line)、单线形 (Line)。选择这四种形状,其主要目的是为了产生显著不同的能量分布,从而诱导不同的熔池行为和微观结构。
需要注意的是,光束的宽度w、y方向都约为3mm,但长度x方向和能量集中区域不同。其中,单线形PDD的长度最短,约0.7mm。
能量表征:面能量密度
一个很关键的概念!
对于非圆形或非均匀光斑,简单的用 P/(vd) 或 P/(vw) (其中d是直径,w是宽度)来描述能量密度是不够的,因为其忽略了能量的空间分布。
文中引入了面能量密度He(y) =∫I(x,y)dx/v,这个量表示在垂直于扫描方向(y方向)的某个位置,单位面积接收到的总能量。通过对PDD在扫描方向(x方向)上积分得到,更能反映不同y位置处的累积能量输入强度。
那么,可以得出He(y)的分布将直接关系到熔池的宽度轮廓和横截面上的温度分布,进而影响凝固过程。中心能量高的PDD预计会产生中心更深的熔池,而两侧能量高的PDD可能产生更宽、中心相对较浅的熔池。
*焦平面处测量的功率密度分布(PDDs)IM及相应的面能量密度:a)马蹄形;b)三角形;c)双线形;d)单线形
04
结果与讨论
熔池形貌(Melt Pool Morphology)
熔池尺寸与形状
*激光-材料相互作用区归一化处理:a)马蹄形;b)三角形;c)双线形;d)单线形
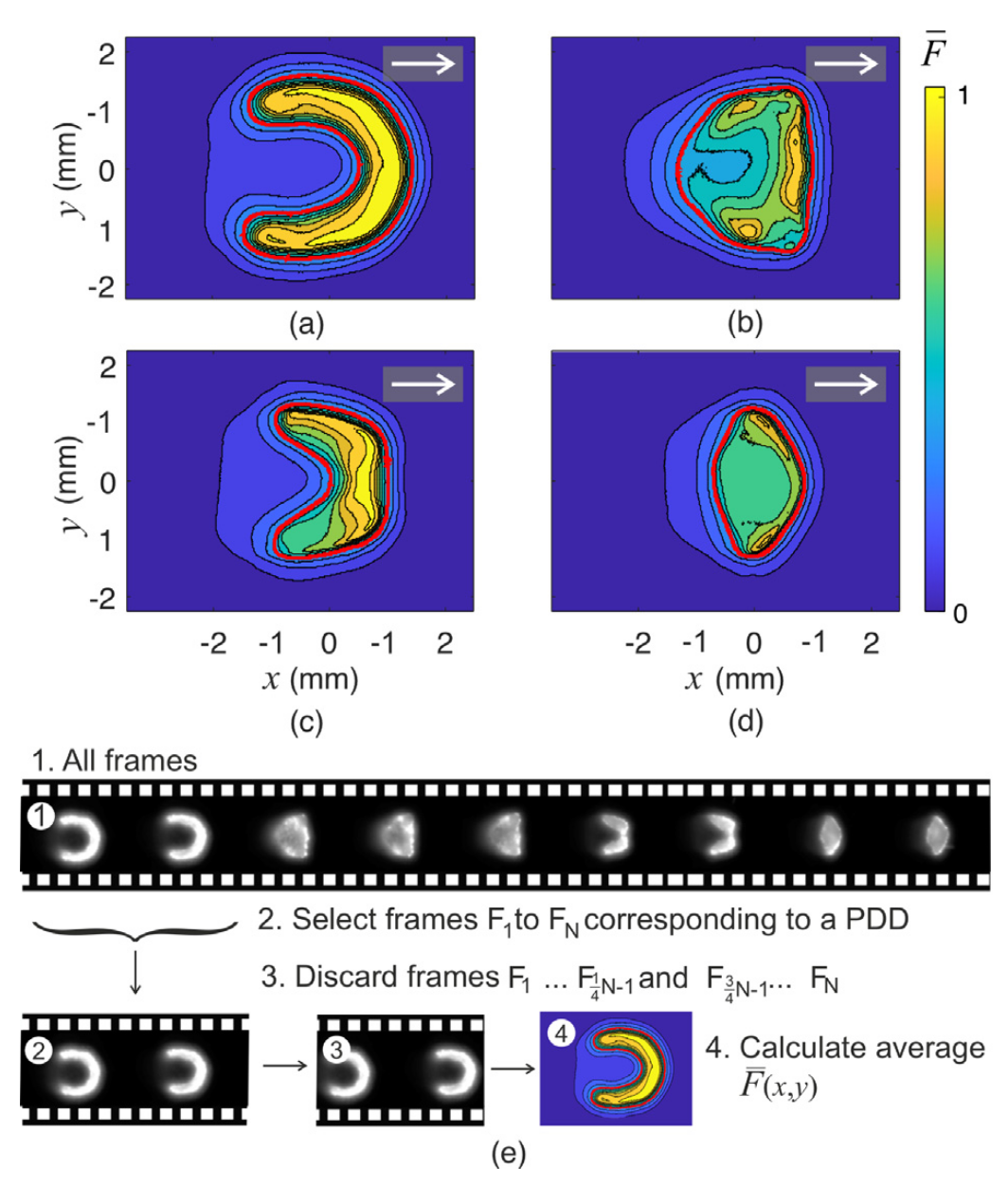
视频:
熔池拖尾的形状可以直接反映凝固前沿的形态和主要的散热方向,这对晶粒生长方向有决定性影响。凹形拖尾有利于从两侧向中心生长的柱状晶,而凸形拖尾有利于从基底向上或从两侧向中心汇聚的生长模式。
显微组织(Microstructure)
文中主要通过EBSD进行表征。
俯视图
*四种PDD诱导产生的EBSD取向图和极图(俯视):a)马蹄形;b)三角形;c)双线形;d)单线形。(图中箭头方向为加工方向)
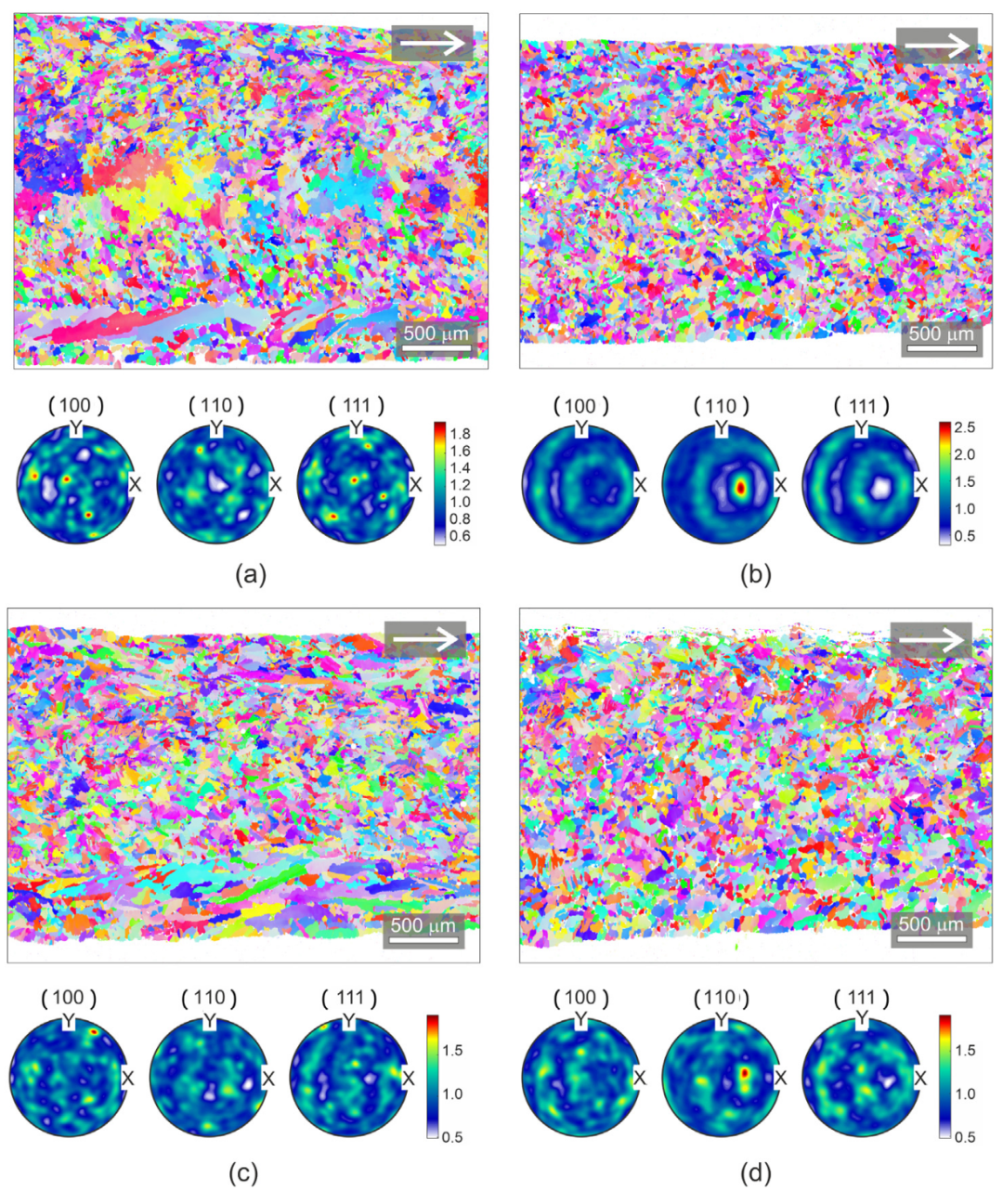
一般来说,等轴晶通常意味着各向同性的力学性能,细小的等轴晶通常具有更好的强韧性组合,强织构则会导致显著的力学性能各向异性。能够通过PDD调控织构强度,很强。
横截面
*四种PDD诱导产生的EBSD取向图和极图(横截面):a)马蹄形;b)三角形;c)双线形;d)单线形
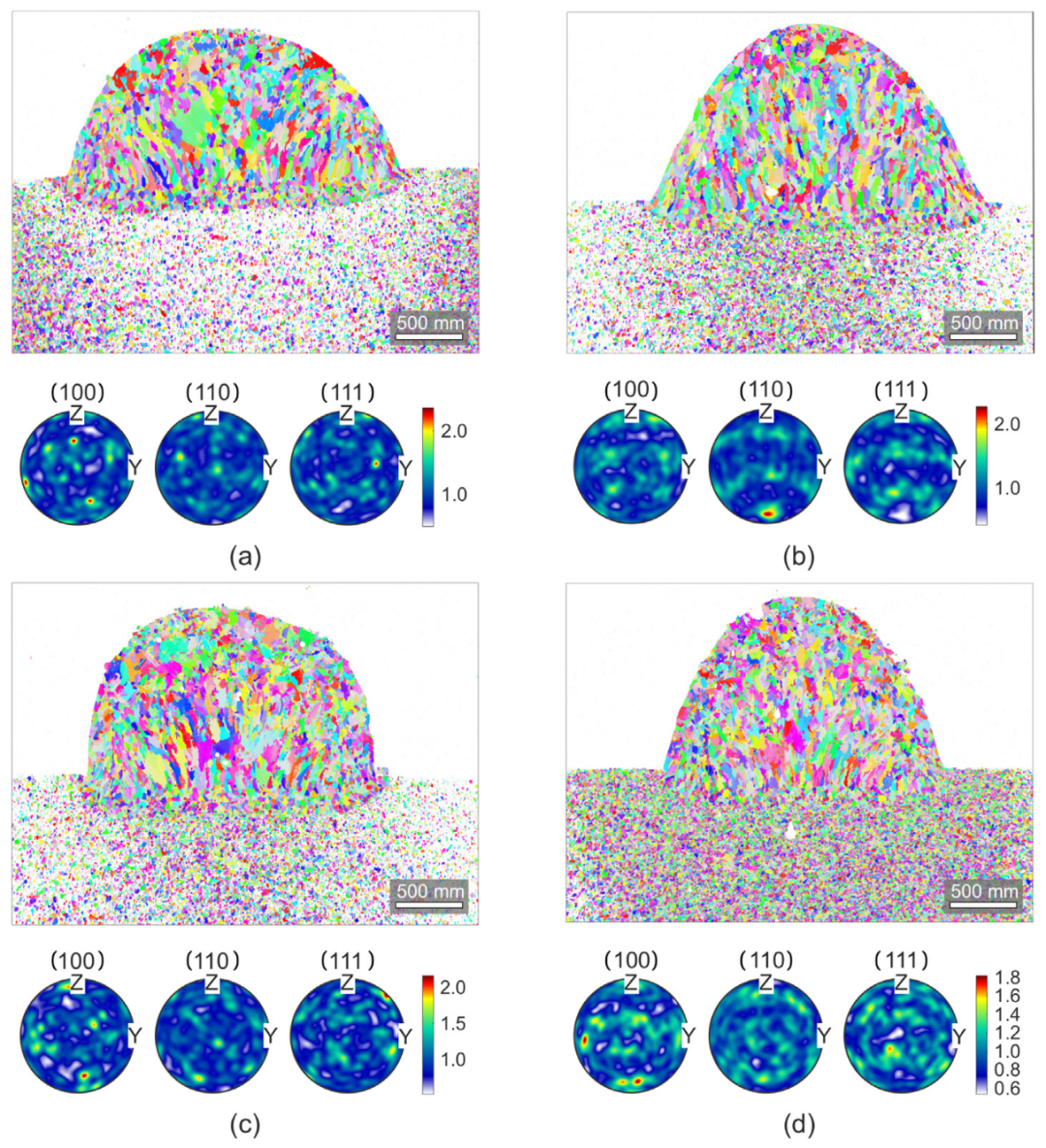
横截面的分析揭示了晶粒从凝固开始(底部)到结束(顶部)的演变过程。柱状晶通常沿着最大热梯度方向生长,大致垂直于熔池边界;等轴晶通常在凝固前沿前方形核(需要足够的过冷度)或在熔池中心区域(温度梯度较低)形成。
梳理一下,调控过程如下:
PDD(功率密度分布)→熔池→微观结构
PDD显著影响熔池形态(宽度、拖尾形状)→ 影响凝固过程中的热梯度(G)和凝固速率(R) → 决定了最终的晶粒形态(G/R决定柱状/等轴晶转变,G*R影响晶粒尺寸)和织构。
05
工程应用思考
如何精确地将所需的微观结构反推到具体的PDD形状?
高性能DM及其控制系统成本较高,且集成到现有DED设备较为困难,需要解决光路匹配、控制系统兼容等。
文中主要分析的是单道熔覆,能否推广到多道熔覆?需要考虑道间、层间的热相互作用。
以上。
引用
1. Bremer S J L , Luckabauer M , Aarts R G K M ,et al. Dynamic laser beam shaping by means of a deformable mirror to tailor microstructure in Directed Energy Deposition[J].Journal of Materials Processing Tech. 2025, 339. DOI:10.1016/j.jmatprotec.2025.118797.