网站分类
搜索
最新留言
文章归档
友情链接
经典回顾——突飞猛进,激光-电弧复合焊接技术在轨道交通领域发展应用
01
行业背景
轨道交通作为一种快速、高效、环保的城市交通方式。在当今社会发挥着越来越重要的作用,随着城市化进程的加速,人们对交通出行的需求不断增加,轨道交通的建设和发展也变得日益重要。2017年12月28 日,石济高铁正式开通,标志着中国高铁“四横四纵”的线路网正式完成,里程超过25000km,占全世界高铁里程的2/3,稳居世界第一。我国已拥有完整的铁路技术装备科研,设计和制造体系,具有自主研制高速铁路技术装备所需的扎实的技术和工业基础。
Laser-arc Hybrid Welding
02
激光-电弧复合焊优势
高速列车的制造涉及铝合金、耐候钢和不锈钢等多种材料,而焊接技术是实现列车部件装配的关键制造技术。传统的电弧复合焊接技术存在接头强度系数低、气孔率高、应力及变形大、对复杂空间位置焊接适应性差的问题,而激光-电弧复合焊接技术具有效率高、间隙适应性强、应力变形小,智能化程度高等特点,是高速列车承载结构焊接技术的主要发展方向。
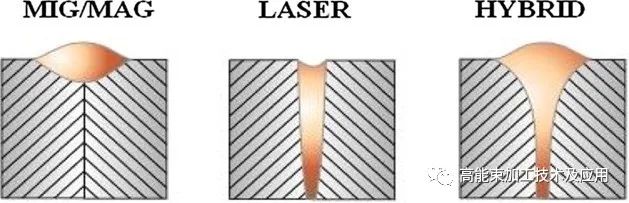
图1.激光-电弧复合焊接优势
Laser-arc Hybrid Welding
03
铝合金在激光-电弧复合焊接轨道交通领域应用
铝合金材质的车体是现代轨道交通车辆的一个发展趋势。焊接作为铝合金材质车体制造的关键工艺,其焊接质量和稳定性直接影响车体的焊缝静力强度与抗疲劳强度,进而影响着车体的结构完整性和运行安全性,同时也是轨道交通车辆进一步提速的制约因素。目前,中国中车多个生产基地均引入了激光-电弧复合焊接设备,用于车体铝合金部件焊接。
高速列车铝合金车体的焊接量很大,以 CRH380A 型车为例,一辆车体的焊缝总长度可以达到2.5km,一列车(8辆车)铝合金车体的焊缝总长度就高达20km。接头的强度和焊接质量直接关系到焊接部件的安全可靠性。目前,我国高速列车制造中的连接方式以MIG焊接、熔化极活性气体保护(metal active gas, MAG)焊接为主,以TIG焊接、电阻点焊接和铆接为辅。这些焊接方法普遍存在焊接效率低、应力和变形较大等问题,不利于我国高速列车的升级换代。因此,国内外高速列车制造商考虑在高速列车制造过程中,选用新型焊接方法替代传统熔化焊接,以提高焊接效率、改善接头焊接质量。激光-电弧复合焊接就是一种新型高效焊接方法。

图2.CRH380A型列车
Laser-arc Hybrid Welding
04
激光-电弧复合焊接技术在轨道交通领域应用
在轨道交通领域,随着新一代高速列车、地铁等现代轨道交通车辆对车体轻量化、焊接变形控制、焊接结构服役安全可靠性要求的不断提高,当前轨道交通制造中传统弧焊工艺已很难满足制造要求,焊接工艺的先进性和可靠性将直接影响轨道交通车辆的整体制造水平。哈尔滨焊接研究院有限公司联合青岛四方机车车辆股份有限公司将激光-电弧复合焊接技术应用在了新一代地铁枕梁和某新型高速列车试验车车体的焊接。新一代地铁不锈钢轻量化枕梁,利用激光一电弧复合焊接技术解决了轻量化设计及焊接变形问题。在某新型高速列车试验验证车体的焊接中,完成了焊接接头设计、焊接工艺开发、焊接工装设计制造、焊接装备集成制造、样车车体部件焊接示范验证焊接接头可靠性评价等一系列工程问题,完成了某新型高速列车样车的地板、侧墙、顶棚三大通长型部件(长度25 m)的连续焊接,与传统弧焊相比,焊接效率提高了4倍左右,焊接变形减小了70%~90%。
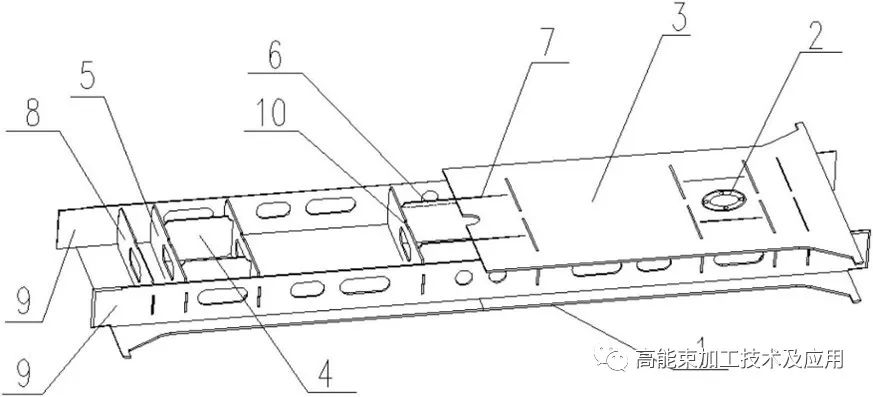
图3.枕梁示意图
中车四方轨道客车关键承载构件激光-电弧复合焊接技术及其产业化项目荣获青岛市科学进步一等奖。他们提出了工艺优先、形性调控、工况适应的接头设计准则,开发的特殊结构形式的复合焊接头令复合焊的速度达到4-6m/min,较自动弧焊提高6倍窄坡口的个性化设计令焊丝填丝量较电弧焊降低80%,组装间隙可扩大至1.5mm增强了复合焊的工程适应能力;开发了自定位、互约束的侧墙、车顶、地板等典型结构,形成了大型构件复合焊接结构设计规范。并且,基于高速磁浮列车严苛的服役环境和载荷工况,完成了涵盖接头、组件、部件及整车的性能评估和服役评价构建了激光-电弧复合焊制造技术标准体系。

图4.中车四方有轨电车
Laser-arc Hybrid Welding
往期推荐
1、
2、
3、
4、
5、
6、
征稿启事
投稿通道:邮件标题统一命名为“投稿+文章标题”的格式,文章用Word附件或文章附件,发送至邮箱laser0923@163.com