网站分类
搜索
最新留言
文章归档
友情链接
西南交通大学JMP-激光-金属惰性气体复合焊接-钎焊过程中的润湿铺展强化机理
近日,西南交通大学朱宗涛等在Journal of Manufacturing Processes上发表题为“Enhancement mechanism of wetting and spreading during mesh-assisted laser–metal inert gas hybrid welding–brazing of steel/aluminum”的文章。文章提出了插入不锈钢网夹层,以加强激光-金属惰性气体(MIG)焊接-钎焊铝(Al)到钢的过程。网格改善了钢/铝搭接接头的扩展行为和整体性能。在毛细力作用下,网有助于熔融铝在钢表面上的扩散。此外,网状物溶解到熔池中,提高铁(Fe)含量,强化界面反应,并导致焊缝内金属间化合物(IMC)颗粒的形成。强化的界面反应驱动熔融铝的润湿和铺展。IMC颗粒作为额外的形核位点,细化焊缝的晶粒组织。网格将接头的平均拉伸剪切强度从308 N/mm提高到368 N/mm(提高19.5%),并将断裂区域从界面或焊缝转移到热影响区。研究得到了国家自然科学基金项目(52275384和52275385)的资助。
文章亮点:
1.提出采用304不锈钢网作为中间层,通过毛细力和反应润湿协同作用,显著改善熔融铝在钢表面的润湿与铺展行为。
2.阐明钢网通过溶解增加熔池铁含量,促进界面反应并形成Al-Fe-Si金属间化合物(IMC)颗粒,细化焊缝晶粒,增强力学性能。
3.焊缝平均抗剪强度提升19.5%(从308 N/mm增至368 N/mm),断裂位置从界面或焊缝转移至热影响区(HAZ),优化了接头可靠性。
研究背景:
钢与铝的异种材料连接在轨道交通、航空航天等轻量化领域需求迫切,但两者热物理性能差异大,焊接时易形成脆性IMC层,导致接头强度不足。现有方法(如搅拌摩擦焊、激光-电弧复合钎焊)存在工艺适应性差或预处理复杂等问题。该研究提出在钢/铝搭接接头中引入不锈钢网中间层,通过毛细效应和界面反应协同优化润湿性,抑制IMC过度生长,提升接头性能。
研究方法:
实验材料:母材为6061-T6铝合金与304不锈钢板(尺寸100×50×2 mm),中间层为不同目数(120#、200#、300#、400#)的304不锈钢网,填充材料为ER4043铝硅焊丝。
焊接工艺:激光-MIG复合热源:激光功率900 W,焊接速度7 mm/s,送丝速率3.0–6.5 m/min。搭接配置:铝板覆盖钢板上方,钢网置于界面间,激光偏转10°,电弧倾角75°。
主要实验数据:
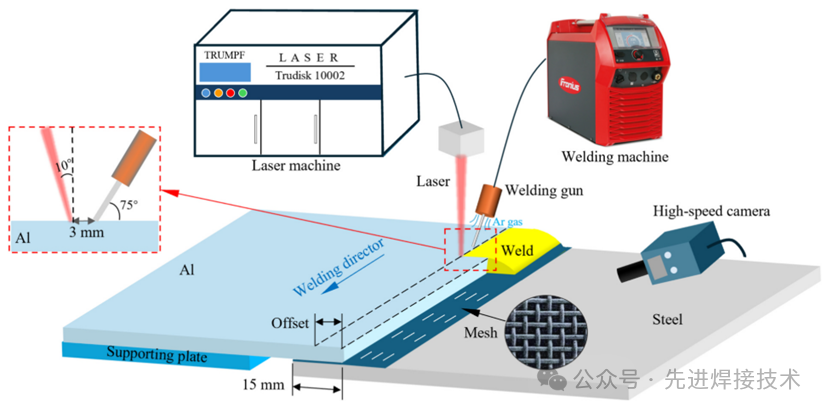
图1钢/铝接头的网格辅助激光-金属惰性气体(MlG)焊接-钎焊示意图
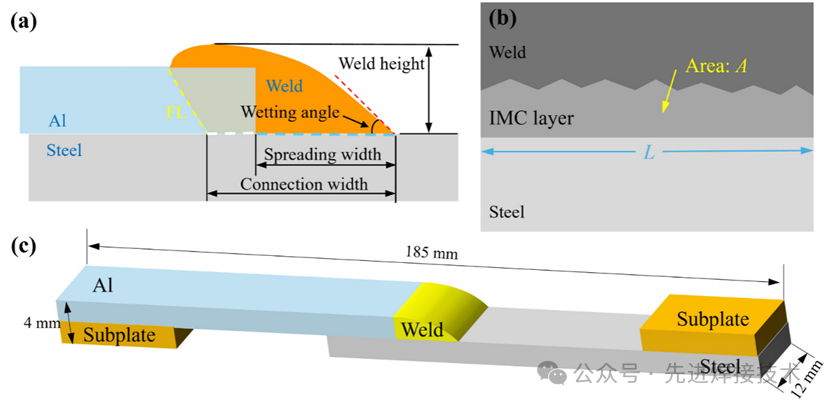
图2(a)润湿角、连接宽度、扩展宽度和焊缝高度;(b)IMC层厚度;(c)拉伸剪切试样尺寸
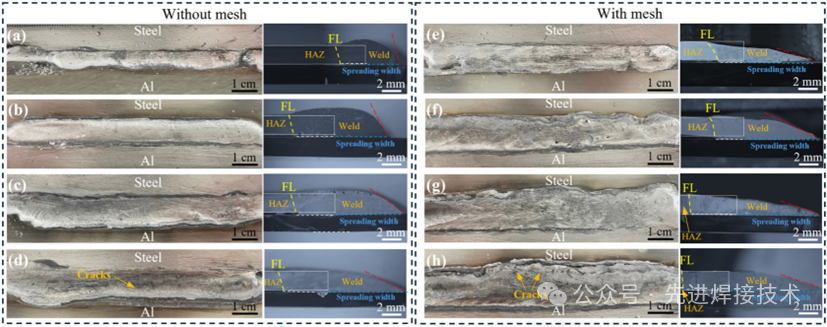
图3铝/钢搭接接头的外观:在(a)3.5、(b)4.5、(c)5.5和(d)6.5 m/min的送丝速率下的无网接头;在(e)3.5、(f)4.5、(g)5.5和(h)6.5 m/min的送丝速率下,用300#目进行焊接。在每种情况下,蓝色虚线表示扩展宽度,熔合线(FL)和焊缝外边缘之间的距离表示连接宽度。红色和蓝色虚线之间的角度是润湿角
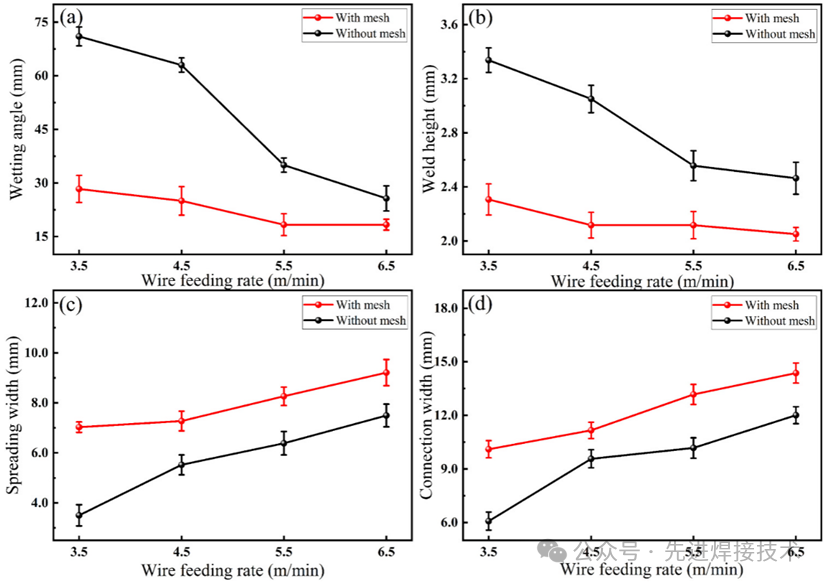
图4不同送丝速度下无300目和有300目焊缝特征
(a)平均润湿角;(b)平均焊缝高度;(c)平均铺展宽度;(d)平均连接宽度
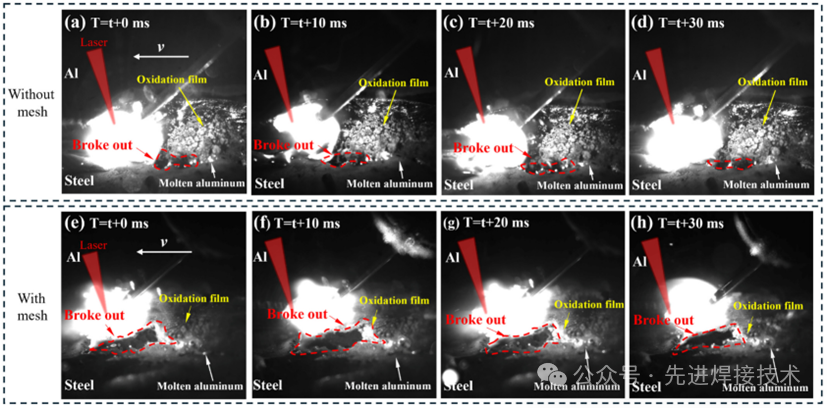
图5(a)无网格接头和(b)有网格接头焊接过程中铝液的铺展行为

图6(a)不带网和(b)带网的熔融铝的力分析
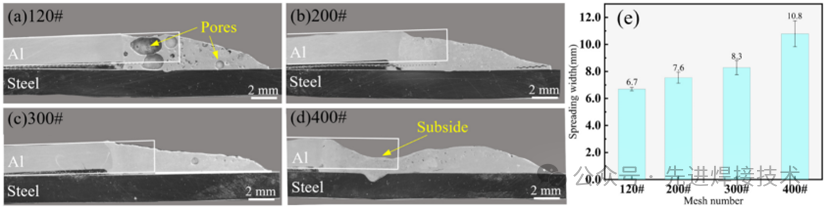
图7不同目数(vf= 5.5 m/min)补片辅助焊缝的横截面图
(a)120 #;(b)200 #;(c)300 #;(d)400 #;(e)随着目数的增加扩展宽度的趋势

图8(a)整体接头的横截面形态、(b)界面区、(c)焊缝中心和(d)使用网焊接的接头的熔合区(FZ)的微观结构(vf= 4.5 m/min);(e-i):与(a)-(d)相同,但不适用于未使用网焊接的接头
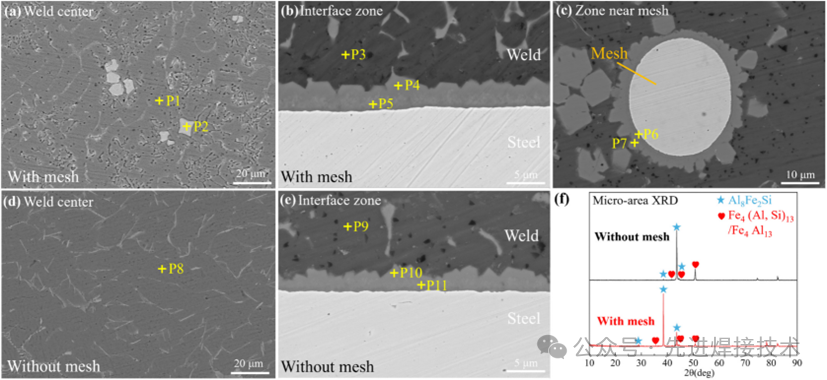
图9接头不同区域的显微组织(vf= 4.5 m/min)(a)焊缝中心;(b)界面区;(c)有网焊接接头的网附近区域;(d-e):与(a)-(b)相同,但不适用于无网焊接接头;(f)有网和无网焊接接头界面区的微区XRD图谱
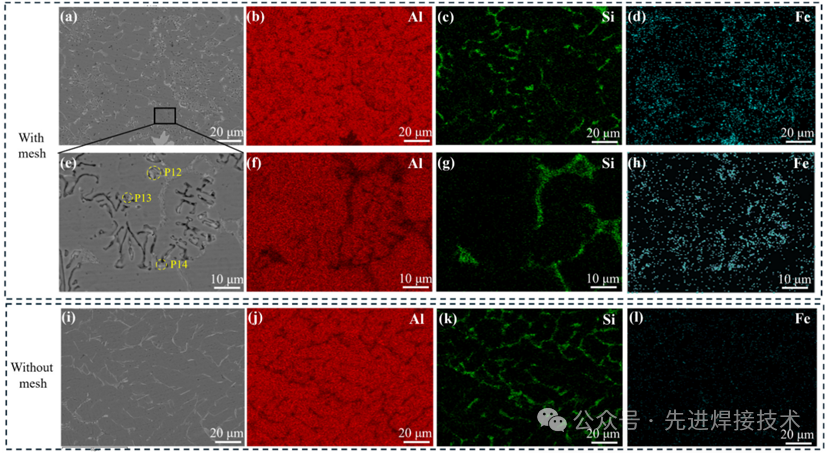
图10有网和无网的接头焊缝中心的SEM-EDS分析结果(vf= 4.5 m/min)(a)300目焊缝中心;(b)Al;(c)Si;(d)Fe的形态和分布;(e)(a)中黑边框划定区域的放大图;(f)Al;(g)Si;(h)Fe在(e)中的分布;(i)(j)Al、(k)Si和(l)Fe在没有网格的接头的焊缝中心中的形态和分布
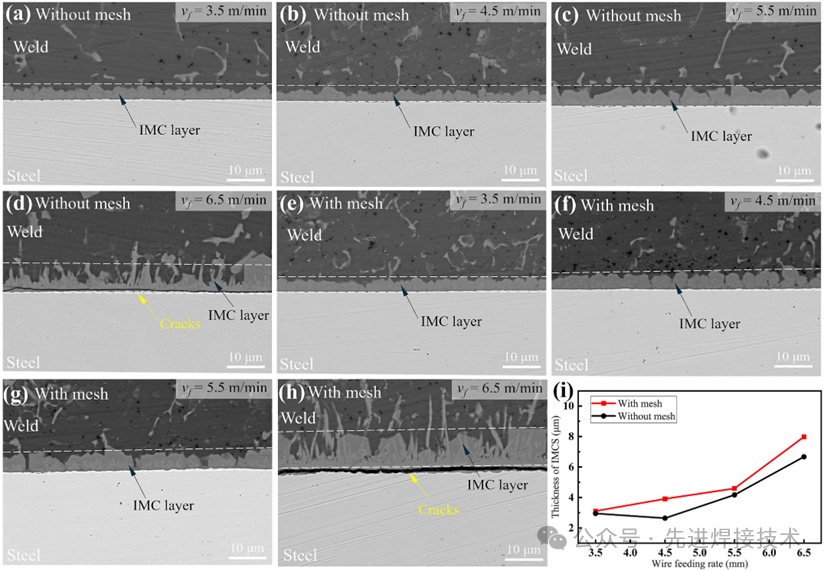
图11在不同送丝速率下,无网的接头中的铝/钢界面区域的比较(a)3.5 m/min;(b)4.5 m/min;(c)5.5 m/min;(d)6.5 m/min。(e)-(h):与(a)-(d)相同,但适用于具有300 #网的接头。(i)有网和无网的接头中IMC层的平均厚度作为送丝速率的函数
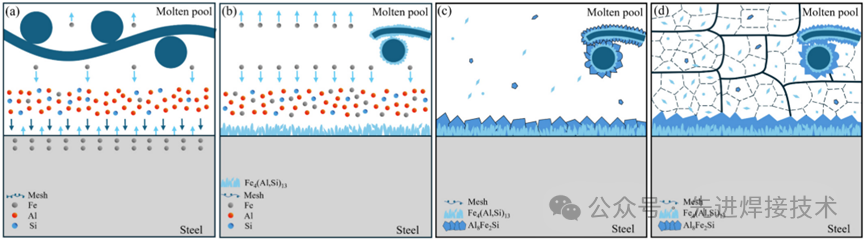
图12激光-电弧复合焊-钎焊过程中界面相的演变
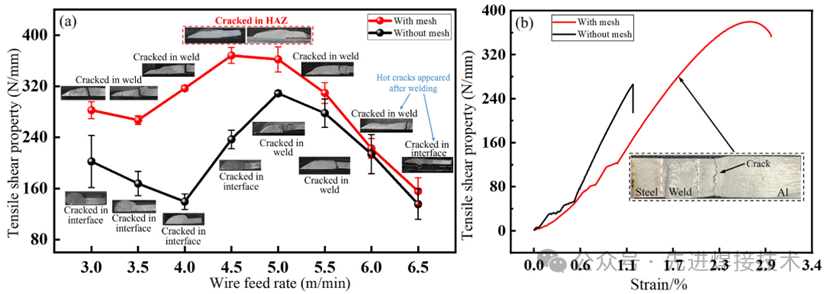
图13激光-电弧复合焊-钎焊过程中界面相的演变
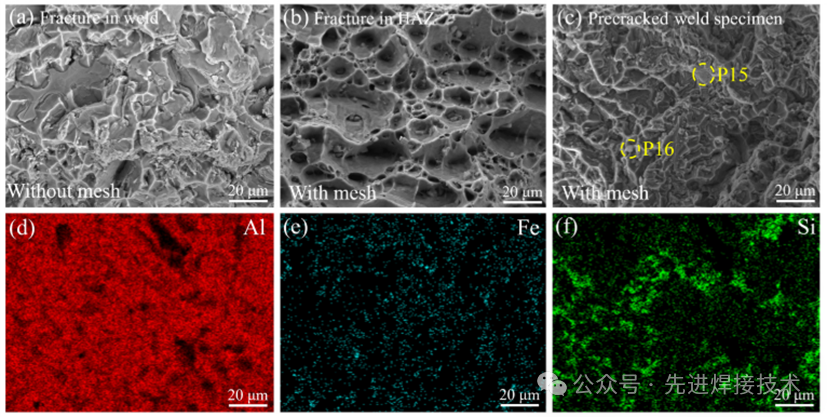
图14Al/钢搭接接头的断裂表面(vf= 5.0 m/min)(a)无网格的接头,显示焊接断裂;(b)有网格的接头,显示HAZ中的断裂;(e)有网格的预裂纹焊接试样,显示焊接断裂;图(c)中(d)Al、(e)Fe和(f)Si的分布
研究结论:
采用激光熔钎焊技术,在304不锈钢网状中间层的辅助下,制备了6061-T6铝合金与304不锈钢的搭接接头。研究了金属丝网对铝液扩散行为的影响,沿着分析了所得接头的显微组织和力学性能。这项研究的主要结果如下。
(1)在焊接-钎焊过程中,网状物被认为显著改善了熔融Al在钢表面上的润湿和铺展,如铺展宽度的显著增加和润湿角的减小所证明的。这种增强归因于由网引起的毛细管力和升高的反应性润湿力。
(2)网格对焊缝组织有很大的影响。在凝固过程中,丰富的IMC颗粒形成在高Fe含量的行为作为形核点,从而细化焊缝晶粒尺寸。界面IMC层也随着Fe浓度的增加而变厚。
(3)将网状物铺在一起增强了关节的机械性能。最佳的平均拉伸剪切强度达到368 N/mm,比不含网时提高了19.5%。加入补片后,断裂主要发生在HAZ,而不是焊接或界面。这些增强作用归因于熔融铝的铺展宽度的增加、焊缝晶粒的细化以及第二相的强度增强作用。
原文链接: